Elements Of Manufacturing Control
There are many various methods employed to represent a manufacturing system. The most significant asset the firm possesses is manufacturing know-how. This requires planning, scheduling, material movement, controlling, and machining operations and also resources to exchange the knowledge in a product. All manufacturing activities start along with planning and cause a schedule. It is done at various hierarchical levels; here information processed on a preceding level is developed to information desired for the succeeding level, thereby regularly shortening the scheduling and planning horizon. The schedule is the input to control. This furnishes each parameter to initiate the actual manufacturing operation. This is also activated via feedback information while manufacturing problems or bottlenecks are encountered.
Following figure shows a scheme for a manufacturing control system. This contains planning, control, order release, scheduling, and verification functions for the manufacturing and material flow processes. Such are controlled via a complex feedback system that has a lot of interconnected loops.
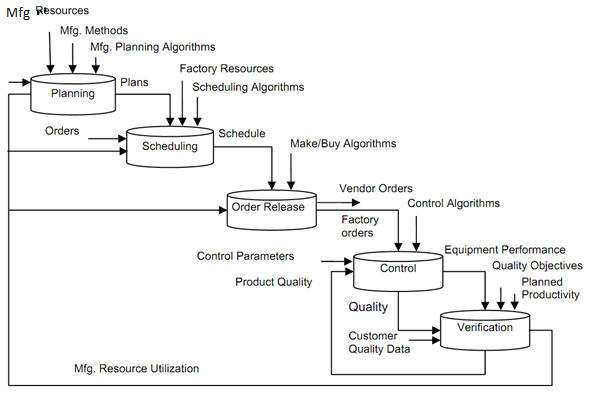
Figure: Control Loop of Manufacturing System
Planning draws its product from the human information database of manufacturing resources, planning algorithms, and manufacturing methods. Commonly this knowledge database is remained stable over a long time frame. The productivity of planning is input scheduling. The input data, together along with knowledge of the factory resources and customer sequences, are transformed to factory schedules with the assist of scheduling algorithm. Order release is activated along with the assist of this schedule. At this point, a make- or-buy decision is prepared, which depends upon factory load, cost data, manufacturing problems, order unpaid dates, and another parameters. The factory orders trigger manufacturing control. The manufacturing procedure is supervised along with the assist of control parameters, control algorithms, and feedback knowledge of the quality produced. Machine control functions are normally of a repetitive nature and are hence the domain of automatic control. Control has two outputs as: product quality parameter and the equipment performance. Such outputs, along with performance standards and customer quality data those are the input for verification. The productivity of this function is the product quality and manufacturing resource consumption. The former parameter is brought to control and the latter to release, scheduling, and order planning. This closes the control loop.
The operation of a modern plant is based upon an efficient management information system supported via a hierarchical computer network. Via "management information system" we imply a computer-based information processing system, that supports the decision- making management functions to control and operate a plant. The information supplied via this system has to be timely and accurate. For this purpose, management information systems are determined upon a computerized database that may have a centralized or distributed structure. Such database contains all essential aspects of a operation of companies along with facts about its environment. The detail about manufacturing database is specified in the sub-section. The database activities begin as rapidly as customer order is placed. Along with the entry of the sequence, under ideal condition, all manufacturing activities required processing the order and for follow the order throughout the factory until it is ready for delivery to the customer, is triggered. These activities are coordinated by a supervisor whose operational strategy may be altered dynamically depending upon the type or number of products to be manufactured, an priority of orders, the availability of resources.