Powder Processing
The sequence of operations in powder processing is shown in Figure 7. The powder is produced by various techniques: reduction of an oxide, thermal decomposition, electrolysis, hydrometallurgy, or breaking up (atomizing) a melt. Particle size is controlled during powder production or by comminution; size fractions are separated by sizing. After cleaning (and possibly annealing), alloying elements and lubricants are added to the powder for processing by blending. There are several process routes to arrive at finished parts.
Most parts are produced by mixing the powder with a lubricant and pressing in a die (right tool). Friction between particles and on the die wall results in a gradual drop in density away from the punch face. Dies with several moving elements can become very complex, but allow manufacture of parts of greatly varying web thicknesses. The "green" compact has relatively low density and very low strength. Isostatic pressing in a deformable jacket gives better density distribution for complex shapes. Roll compaction
is advantageous for strip and simple two-dimensional shapes. Sintering at hot-working temperatures increases density and strength by establishing a metallurgical bond, although some porosity remains and mechanical properties are below that of parts produced by deformation processes.
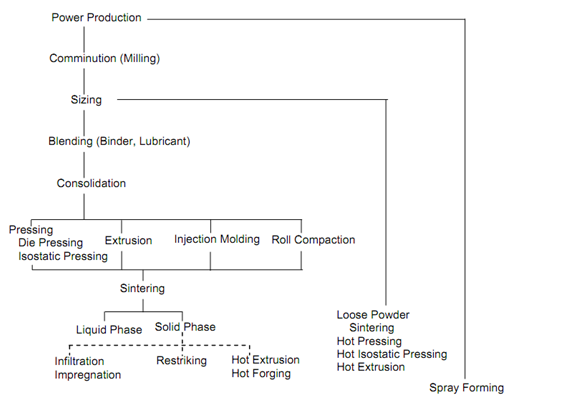
Figure 7 : General Classification of Powder Metallurgy Process
Part shrinkage in powder metallurgy parts is considerable and must be taken into account in the perform and die design. Properties of the PM parts are, nevertheless, adequate for many applications, such as lightly loaded gears. Hot restriking of the PM parts closes pores and improves properties. Hot forging with substantial deformation of green or sintered performs produces near-net-shape parts of full density, free of segregation, and often of superior properties, such as steel connecting rods and superalloy jet engine disks. Hot rolling and extrusion are practiced for making P/M tool steels of very fine grain size and carbide distribution.
Adding a polymeric binder to very fine (around 10 μm) powder allows injection molding at low pressure. Upon heating, the binder is removed (debinding) and sintering establishes the metallurgical bond. Small parts of thin walls and complex shape (even with cross-cored holes) can be produced at high density, but the high shrinkage must be taken into account in design.
Consolidation and sintering in the process take place simultaneously during hot pressing in dies, hot isostatic pressing (HIP) in deformable jackets, and hot extrusion. Loose powder may be sintered into simple forms, as for filters. The most direct route is spray deposition of atomized powder, for sheet or finished out.
All P/M processes call for considerable skill and require substantial investment in equipment. Die costs increase with shape complexity and when in competition with other processes, P/M usually becomes economical only at higher production volumes. Powder metallurgy is irreplaceable, particularly, when parts with unique properties are to be made for the following reasons :
- Porosity is intentionally kept high and interconnected for metal filters.
- Composite structures are formed by infiltrating a porous compact with a different metal, e.g. the impact strength of steel parts is increased by infiltrating copper; self-lubricating bearings, welding electrodes and electrical contacts are made by infiltrating a skeleton with a different metal.
- Impregnation with oil provides reservoirs of lubricant.
Tungsten carbide powders are mixed with 3 to 15% metal powder such as cobalt by liquid-phase sintering for hard, temperature-resistant tooling. Powder metallurgy is often the most favourable or flexible processing route for refractory metals and alloys.