The maximum stress in each material:
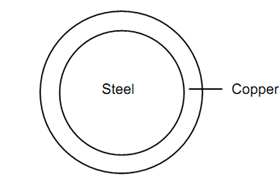
A copper tube of external diameter 60 mm and internal diameter 40 mm is closely fitted to a steel rod of 40 mm diameter to compose a composite shaft. If a torque of 6 kN-m is to be resisted by the shaft, discover the maximum stress in each material and the angle of twist in 2 m length.
Take G = 80 kN/mm for steel, and
G = 40 kN/mm2 for copper.
Solution
Copper Tube
G = 40 kN/mm2 = 0.4 × 1011 N/m2 , l = 2 m
d1 = 60 mm = 0.06 m
d2 = 40 mm = 0.04 m

TC = torque resisted by copper tube
θ= Tl/ GJ = (TC ) (2) /((0.4 × 1011 ) (1 × 10- 6 )) = 2 TC × 10- 5 radians ---------- (1)
τmax = (T/J )× R = (1 × 10- 6 ) × (0.03) = 0.03 TC × 10 N/m
= 0.03 TC N/mm2 ------------ (2)
Figure
G = 80 kN/mm2 = 0.8 × 1011 N/m2 , l = 2 m
d = 40 mm
J = (π/32) d 4 = (π /32)× 0.044 = 2.5 × 10- 7 m4
R = 20 mm = 0.02 m
θ= Tl / GJ = (TS ) (2) / ((0.8 × 1011 ) (2.5 × 10- 7 )) = TS × 10- 4 radians --------- (3)
τmax =(T/ J) × R = Ts / ((2.5 × 10- 7 ) (0.02)) = 0.008 TS × 107 N/m
= 0.08 TS N/mm2 --------- (4)
In composite shafts, θC = θS
⇒ 5 TC × 10- 5 = TS × 10- 4
∴ TC = 2TS -------- (5)
TS + TC = T
⇒ TS = 2TS = 6
∴ TS = 2 kN-m TC = 4 kN-m
∴ Angle of twist, θ= (2 × 103 ) × 10- 4 = 0.2 radians
Maximum Shear Stress
For copper shaft : For steel shaft :
τmax = 0.03 × 4 × 103 = 120 N/m2
τmax = 0.08 × 2 × 103 = 160 N/m2