Characteristics of Adhesives and Adhesive Joints
While an adhesive joint is created this has to show individual or several of given properties.
(a) Mechanical strength against peel and shear.
(b) Hardiness or resistance to impact.
(c) Resistance to moisture and heat and other environmental degrading actions.
(d) Resistance to various fluids and chemicals.
(e) Capability to spread consistently on surfaces to be jointed - wetting property.
A huge number of adhesives are available commercially. A lot of them have been identified earlier. Properties of a few are demonstrated in Table no.4.
Table no.4: Typical Properties of various Commercial Adhesives
|
Characteristics
|
Acrylic
|
Cyanoacrylate
|
Polyurethane
|
Epoxy
|
|
Shear Strength (MPa)
|
26
|
19
|
15.4
|
15.4
|
|
Peel Strength (N/m)
|
5250
|
500
|
14000
|
500
|
|
Impact Resistance
|
Good
|
Poor
|
Excellent
|
Poor
|
|
Service Temperature range, (oC)
|
- 70 to 120
|
- 55 to 80
|
- 160 to 80
|
- 55 to 120
|
|
Surfaces bonded
|
Smooth, nonporous
|
Nonporous metals or plastics
|
Smooth, nonporous
|
Most surfaces
|
|
Curing hot
|
No
|
No
|
Yes
|
Yes
|
|
Resistance to solvent
|
Good
|
Good
|
Good
|
Excellent
|
|
Resistance to moisture
|
Good
|
Poor
|
Fair
|
Excellent
|
|
Odor
|
Strong
|
Moderate
|
Mild
|
Mild
|
|
Toxicity
|
Moderate
|
Low
|
Moderate
|
Moderate
|
|
Flammability
|
High
|
Low
|
Low
|
Low
|
|
Availability
|
Two part liquid or paste
|
One part liquid
|
Two part liquid or paste
|
Two part liquid or paste
|
|
Application
|
Metals, plastics, wood
|
Metals, plastics, glass
|
Plastics, metals, rubber
|
Metals, plastics, glass, rubber, ceramics
|
Nevertheless adhesives have convenience of joining related and unrelated metallic and non-metallic materials of various shapes and size the application is restricted because of special care and skill desired for design of bonding and joint methods. Service temperatures are highly prohibited. Curing time is now another significant factor to be considered for this may range from some seconds at higher temperature to lots of hours at room temperature. Thermosetting adhesives need long curing time.
Designer should ensure about the joints are subjected to compression, shear or tension but not subjected to peeling force. Individual lap, double lap, tapered lap as scarf and butt as strap joints and peeling action are illustrated in figure given below. The production of such joints will need special fixtures, presses, autoclaves, ovens and tooling for curing. Various industries have developed that special skills and high level of conveniences for producing adhesive joints. Automotive, building products, appliances industries and aerospace employ these joints extensively. Attaching rear vision mirror to windscreen of car, laminated wind shield glass, aircraft bodies, automotive brake lining assemblies, helicopter blades, are some illustrations where adhesive bonding is employed.
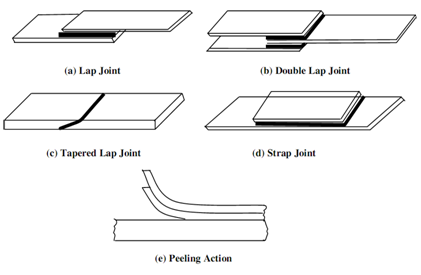
Figure: Peeling Action