Reference no: EM13912247
Questions:
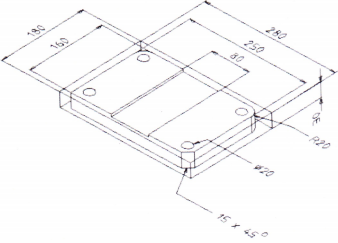
1. The component shown in the figure below is to be machined from aluminium stock material that is shown in outline in the diagram. The finished thickness is 20 mm. It is required to provide a process plan (the setups, the clamping, the tools used & the sequence of operations) so that a job-shop type of manufacturing company, on a CNC milling machine, can produce this item. Provide a list of all the steps (i.e. setup descriptions & the sequence of operations) you would need to specify to achieve this task. Clearly state all assumptions. The holes are located 20 mm from each side and only the top two corners have R20 mm rounds.
2. In a turning operation a mild-steel cylindrical bar of length 1200 mm is machined down from a diameter of 210 mm to a diameter df mm where for each pass the amount of material that can be removed is limited by the strength of the tool to a 2 mm depth-of-cut (width-of-cut in force calculations). To ensure that the surface finish meets the specifications the cutting speed cannot fall below 410 m/min. The shear stress of the material is 350 MPa and the maximum power available from the spindle motor is 6.0 kW with the efficiency of 85%.
Determine,
(a) The number of passes required to reduce the diameter from 210 mm to df mm.
(b) The maximum feed rate (in mm/min) possible under these conditions
(c) The machining time required to complete the job if the return speed after each pass is twice the feed rate
It can be assumed that a tool with adegree rake angle is to be used under orthogonal cutting conditions and the friction coefficient at the rake face is 0.85.
Calculate your own values of df and a using the formula df = 155 + (s 110)1/2 and a= 5q deg., where s is the last four digits of your student identification number and q is the last digit.
Clearly state all your assumptions.
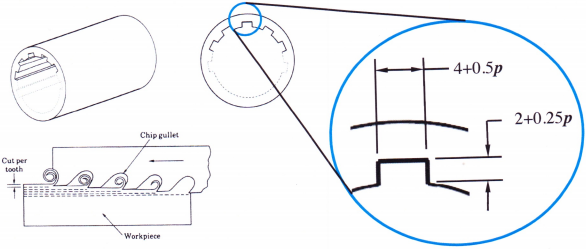
3. To cut an internal spline (see diagram below) that has g grooves, each (4+0.5p) mm wide, a high-speed broaching bar is employed. All the grooves are cut simultaneously with the broaching bar having the same form as the final shape of the spline. Each tooth of the broach has a rake angle of adegrees and the depth of cut per tooth is 0.02 mm.
The process can be regarded as a two-dimensional one since the depth-of-cut is small compared to the width-of-cut and therefore only the rake forces need to be taken into account. The yield shear stress of the workpiece material is 320 MPa. The rake coefficient of friction is 1.4 when cutting dry and 0.9 when cutting fluid is used.
If the power available from the driving motor is Pm kW and the cutting speed is 25 m/min,
(a) Determine the maximum number of teeth, per groove, that can be in contact with the workpiece when cutting dry (Note: answer is between 1 and 50).
(b) Calculate the percentage reduction in the pull force on the broaching bar when cutting fluid is used while maintaining the other cutting conditions.
Determine your own value for a using the formula a= 3q deg., where q is the last digit of your student identification number and where Pm = 5.0 + (3q)1/2. Also, g = 6 + p where p is the second last digit of your student ID.
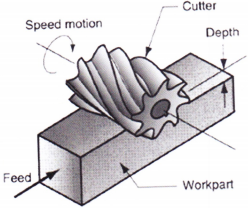
4. In a slab milling operation, illustrated below, a milling cutter with diameter Dc is used to machine to a depth of d mm a flat piece of aluminium that has a length of L mm and a width of 20 mm. The milling cutter is 25 mm wide and has 15 tungsten carbide inserts (not shown in the figure below). The following other conditions apply:
(a) Derive expressions for the cycle time ttotal / (mins) and the production cost ctotal (dollars), for one item, as functions of the cutting speed V (m/min). That is, form expressions as follows:
ttotal = ao + a1V-1 + a2 V3 and ctotal = bo + b1 V-1 + b2V3, where ai, bi for i = 0, 1 & 2 are constants.
(b) Determine the cutting speeds (m/min) Vt-min and Vc-nnin that minimise ttotal and ctotal respectively.
(c) Calculate both the production cost ($s) and the cycle time (minutes) for each of these two conditions. Determine your own values for Dc and L using the formulae:
Dc = 55.0 + (p / 10)1/2 mm; L = 500 + (p / 50) mm; d = 4.0 + (p / 100)1/2 mm
where p represents the last four digits of your student identification number.
Assume that the tool life T is related to the cutting speed by the formula VT0.25 = 140, where T is in minutes and V is in m/min. Also, choose a value for the feedrate that is most economical in terms of machining time.
|
How much importance should each organization place in irbs?
: How much importance should each organization place in IRBs?
|
|
Construct a frequency bar chart for the given data
: Construct a frequency bar chart for these data. Construct a pie chart for these data. Which professional sports league is most popular with these 50 adults? Which is least popular?
|
|
Hydrogenate one mole of triglyceride
: Write an equation for the full hydrogenation of a triglyceride containing glycerol, oleic acid, linoleic acid, and palmitic acid. How many moles of H2 are required to completely hydrogenate one mole of this triglyceride?
|
|
Why is sampling so important
: Why is sampling so important? Some people have argued that sampling is not beneficial, because important aspects of the population may be omitted. Do you agree or disagree with that line of thinking?
|
|
Calculate the percentage reduction in the pull force
: Determine the maximum number of teeth, per groove, that can be in contact with the workpiece when cutting dry and calculate the percentage reduction in the pull force on the broaching bar
|
|
Calculate ksp for baso4
: Barium sulfate, BaSO4, is so insoluble that it can be swallowed without significant danger, even though Ba2+ ions are toxic. At 25 °C, 1.00 L of water dissolves only 0.00245 g BaSO4. Calculate Ksp for BaSO4.
|
|
Estimating costs based on behavior patterns
: Estimating costs based on behavior patterns. The following information provides the amount of cost incurred in August for the cost items indicated. During August, 8,000 units of the firm's single product were manufactured.
|
|
Listed here are a number of accounts
: Listed here are a number of accounts: Land, Common stock, Merchandise inventory, Equipment, Cost of goods sold,
|
|
Computing sells a tablet computer called the protab
: Creative Computing sells a tablet computer called the Protab-This warranty guarantees that Creative will cover any costs that arise due to repairs or replacements associated with defective products for up to six months
|